


工場見学大歓迎!お問い合わせは → TEL 0866-48-2275
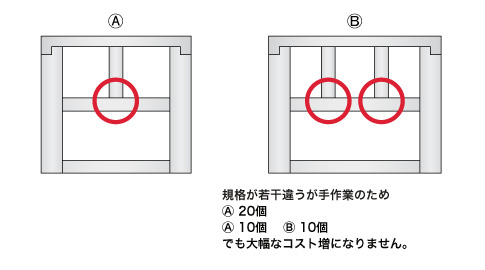
同じような大きさでちょっとづつ規格の違うロッカーなどの
オフィス家具部品の溶接でお困りではございませんか?
例:20種類の規格がちょっとづつ違う(治具の)ロッカー各10個作成したいなど
川上電工は自動車部品の溶接で培った技術で
を組み合わせ、お客様のご要望にお応えします!
数量があるものでも手作業(アーク溶接)大歓迎です!
弊社は複数の溶接方法を組み合わせて提案しております。
安心の品質保証
川上電工のオフィス家具部品・農機具部品に対しての溶接がしっかりしている!と ご好評いいただいております。
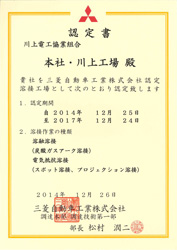
その溶接技術は三菱自動車工業株式会社様からも認定溶接工場として認められております。
安心の品質保証
 |
 |
 |
||
 |
 |
月1回、班長以上で「品質会議」を開催します。主に製品の品質の反省と分析をします。また来月の生産予定も話し合います。
弊社はISO9001を取得しており、品質には自信があります。
また、現場での製品チェックや指導、改善会議などで常に品質を追求します。
① ② アーク溶接(CO2溶接)(手作業、ロボット)
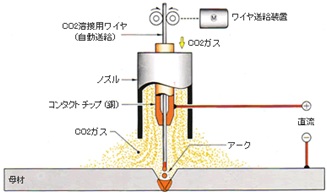
CO2 溶接は一般的に最も使われる溶接方法です。 CO2 溶接は、溶接ワイヤがトーチコンタクトチップ で通電されてアーク熱を発生させて母材とワイヤを 連続的に溶かし融合する溶接法です。 一般的に炭酸ガスを用いています。メリットとしては炭酸ガスはアークと化学反応を起こすため、炭酸ガスとアークの間に反発力が発生し、アークが細くなり、熱エネルギーが集中し、溶け込みが深くなり、強度が高くなります。また、大きな溶接ビードが可能となります。


2016年12月導入
溶接可能な範囲が広く
より早く・よりきれいにできる「低スパッタ溶接機」導入!
実際の作業をご覧ください
| CO2溶接(手作業) |
CO2溶接(ロボット) |
メリット
1.強度が高い!
2.全姿勢溶接が容易であらゆる形状に対応!
3.1種類のワイヤで軟鋼、高張力鋼等の溶接が可能!
4.低スパッタ溶接機の導入でスパッタが激減し、溶接が容易に!
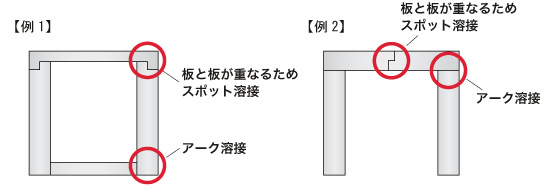
→1.強度が高いので農機具などの振動が激しい機械の溶接に適しています。
→2.少量生産品なら簡易的な治具の作成で手作業が溶接が可能となり、コストが削減できる。
③ 抵抗スポット溶接
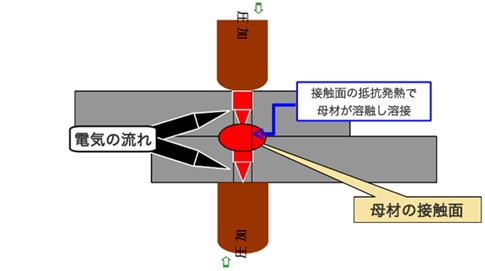
抵抗スポット溶接は水冷銅電極で重ねた板(母材)を挟み、加圧状態のまま電流を短時間流します。すると抵抗発熱で母材がいったん溶融し、その後に凝固すると接合される溶接法です。接合部にはナゲットと言われる凹みと焼けあとが見られます。
一般的に軟鋼、高張力鋼、ステンレス鋼の薄板の接合に用いられます。メリットとしては凝固収縮に伴う変形がないことです。また、3枚以上の板金を一度に溶接することも可能です。


実際の作業をご覧ください
スポット溶接
メリット
1.生産性が高い!
2.低コスト!
3.多少の板間隙間は許容される!
4.自動化が容易にできる!
→外観が美しく、熟練の技術が必要でないので車などの量産の商品に適しています。
④ 伝統のプロジェクション溶接(ナット溶接)
弊社が創業当初から取り組んできたナット溶接です。
弊社の溶接技術はこのプロジェクション溶接で培われました。

M5〜M12の大きさで対応いたします!
M5〜M10までは半自動溶接が可能。
実際の作業をご覧ください
工場見学も受け付けております。 お問合せは TEL 0866-48-2275
